Способ изготовления деталей методом заливки расплавленного металла в специальную форму называется литьем. Он известен человечеству с давних времен. Среди разнообразных видов этого процесса литье в кокиль занимает особое место. Значительная часть литейных отливок изготовлена именно этим методом.

Процесс литья в кокиль
Кокильное литье – особый вид получения фасонных отливок методом залива расплавленного металла в специальные разъемные металлические формы, которые называют кокиль. Он состоит из 2х полуформ, плиты и вставки. Полуформы скрепляют с помощью замков. Для выравнивания и центрирования используют штыри.
Технология изготовления отливок при данном виде литья включает в себя несколько этапов.

Плюсы и минусы процесса кокильного литья
Литье в кокиль имеет явные преимущества перед другими видами аналогичного процесса, в том числе перед литьем в песчаные формы, так как оно:

При том, что данный процесс имеет явные преимущества по сравнению с другими методами литья, стоит отметить некоторые недостатки:
Особенности конструкции кокилей и материалы
Конструкции кокилей, которые используются в металлургическом производстве делятся на два вида:
Второй вид конструкции форм используется если отливки имеют простую конфигурацию.
Разъемные формы, в свою очередь, по форме плоскости разъема бывают:
Каждая часть формы называется полуформой. Они бывают:
Разъемные формы подразумевают использование дополнительных технологических элементов:
Способы подачи в форму раскаленного металла: сверху; сбоку; снизу (сифонный метод).
Для обеспечения технологического процесса кокиль оснащается:
Материалы для изготовления кокилей
В кокиле во время литья происходят резкие перепады температур, обусловленные технологическим процессом, что может привести к необратимым изменениям в структуре формы.
В связи с этим материалы для изготовления кокилей должны обладать следующими качествами:
На практике, для изготовления кокильных форм, чаще всего используют следующие материалы:
Область применения кокильного литья
Благодаря кокильному литью серийное производство не только в РФ, но и во всем мире обеспечено литыми деталями более чем на 40%, по сравнению с другими видами литья.

Методом кокильного литья получают отливки из чугуна, стали и ее сплавов, магния, алюминия и их сплавов. всевозможного назначения и веса. Из отливок вытачивают различные детали, которые широко используются в машиностроении, вагоностроении, автомобилестроении, в тракторостроении, при укладке газопроводов и т.д.
Все отрасли промышленности и машиностроительного производства используют детали, изготовленные методом кокильного литья: поршни, блоки, цилиндры, корпуса электродвигателей, щеки подшипников, фланцы, рамы, фитинги, шнеки, зубчатые колеса и множество других частей машин и механизмов.
Современная промышленность нуждается в огромном количестве деталей, большая часть из которых – литые. Они могут иметь вес от нескольких грамм до сотен килограммов.
Литье в многоразовые металлические формы – кокили, является одним из самых прогрессивных и эффективных видов литья, так как они могут выдерживать от нескольких наливов до десятков тысяч использований (изготовление деталей из алюминия).
Возможность модернизации, механизации и автоматизации кокильного литья позволяет полностью покрыть дефицит литых изделий в промышленности и свести к минимуму использование тяжелого ручного труда.
Литье в кокиль

Литье в кокиль представляет собой один из эффективных методов заливки в формы расплавленного металла, который позволяет получить отливку. Литье металлов в кокиль выполняется с помощью многоразовых форм, что позволяет ускорить и при этом снизить стоимость производства. Это дает возможность получить за короткий промежуток времени большее количество отливок при серийном изготовлении.
Область применения кокильного литья алюминия, чугуна, стали и других металлов зависит от технологических возможностей и экономической целесообразности изготовления отливок этим методом. Группа компаний «Литейное производство» предлагает заказать литье в кокиль под давлением по выгодной цене.
Особенности технологии
Для литье металлов в кокиль требуется четко соблюдать определенную последовательность этапов. Для начала проводится подготовка, включающая следующие этапы:
В зависимости от заливаемого в кокиль состава подбирается оптимальный вариант его облицовки. В зависимости от толщины покрытия регулируется скорость охлаждения отлитой заготовки. Наличие огнестойкого слоя обеспечивает защиту формы от воздействия разогретого металла. Для производства данного слоя применяется глина, жидкое стекло или другие современные защитные материалы.
Перед заливкой металла форма прогревается. При наличии внутренних полостей у изделия устанавливают песчаные или керамические стержни. После чего половинки формы соединяются и фиксируются зажимами, таким образом осуществляется литья в кокиль под давлением.
В процессе охлаждения требуется частично убрать из отливки стержни. Это выполняется для уменьшения их обжатия, которое возникает при усадке расплава. После охлаждения отливку нужно извлечь из кокиля, отрезать выпоры, литники и прибыли, а также удалить стержень. После окончания работы проводится контроль качества как готовых металлических отливок, так и кокиля.
Заказать литье алюминия в кокиль от «Литейное производство»
Литье в кокиль является оптимальной технологией для организации серийного или массового производства отливок. Оформить заказ в группе компаний «Литейное производство» стоит за ряд преимуществ:
Обратившись к нам, вы гарантировано получите отливы высокого качества в максимально сжатые сроки. При этом при массовом производстве мы предлагаем выгодные цены в Москве.
Онлайн калькулятор
— С помощью онлайн калькулятора вы можете рассчитать приблизительную стоимость вашего заказа

Преимущества литья в кокиль
Литье в кокиль под давлением – эффективный способ производства отливок из различных металлов. Технология широко применяется при работе из различных сплавов со сложной геометрией деталей. К основным преимуществам технологии по сравнению с литьем в песчаные формы можно отнести:
Недостатки литья в кокиль
Несмотря на явные преимущества, технология литья алюминия в кокиль обладает и рядом недостатков:
Таким образом, литье в кокиль нецелесообразно использовать при штучном производстве из-за высокой стоимости изготовления формы. Однако для массового или серийного производства такой способ литья является одним из наиболее выгодных и удачных вариантов. Эффективность этого метода намного выше, чем литья в песчаные формы. Готовые отливки получаются точными и качественными, а их изготовление – быстрым и более безопасным для литейщика и окружающей среды.
Эффективность и область применения литья в кокиль
Литье металлов в кокиль позволяет получить отливки из чугуна, стали, алюминия и цветных сплавов. Автоматизированные и механизированные линии позволяют выполнить отливки из стали и чугуна массой до 160 кг, а также отливки из цветных сплавов, вес которых достигает 30 кг. В кокилях без механизации литейного производства удается выполнить отливки массой до нескольких тонн.
Благодаря внедрению технологии кокильного литья алюминия в облицованные кокиля удается получить даже сложные и тонкостенные отливки на основе стали и чугуна. Наличие облицовки снижает скорость затвердевания отливки, что позволяет предотвратить образование «отбела» чугуна.
Область применения литья в кокиль в первую очередь определяется экономической целесообразностью, массовостью производства и технологическими возможностями производства отливок данным методом.
Технические возможности выполнения отливок с помощью форм зависят от конструкции этих деталей и особенностей используемого сплава. Чем сложнее конструкции отливки и тоньше ее стенки, тем сложнее процесс производства. При кокильном литье у отливок с тонкими стенками могут наблюдаться недоливы, а при использовании чугуна – отбел его поверхности. Производство отливок сложных конструкций требует аналогичных кокилей, изготовление которых трудоемко. К тому же такие формы менее технологичны.
Чаще всего применяется литье алюминия в кокиль. Процесс происходит с широким интервалом кристаллизации, что позволяет получить отливку любой формы, включая даже сложные и тонкостенные. Из чугуна и стали чаще всего делают самые простые или средние по сложности отливки. При этом они имеют увеличенные толщины стенок по сравнению с литьем ЛВМ. Большое количество отливок разного размера и формы выполняется из медных и магниевых сплавов.
Литье в кокиль под давлением пользуется популярностью благодаря высокой скорости изготовления отливок из различных металлов и их сплавов, возможностью организовать серийное производство и минимизировать расходы, а также высоким показателем стойкости кокилей к механическим повреждениям.
Что такое кокиль? Изготовление кокиля. Литьё в кокиль
Что общего между закуской из морепродуктов и формой для литья? Тот, кто разбирается одновременно и в кулинарии, и в металлургии, вспомнить о названии «кокиль».

Что такое кокиль?
Бывают разъемные и неразъемные формы. Последние, называются вытряхными. Готовые изделия из них попросту вытрясают. Понятно, что литье должно иметь простые формы, иначе, застрянет в сосуде.

Разъемные кокили предназначены для отливки изделий сложных форм. От их сложности зависит количество разъемов. К тому же, бывают одно- и многоместные кокили. В последних, присутствуют несколько рабочих полостей. Это позволяет делать отливки в кокиль, экономя время, формируя сразу партию товара.
Изготовление кокиля
Изготовление кокилей для литья ориентируется на то, с какими сплавами им предстоит взаимодействовать. Материал форм, так же, подбирается в соответствии с размерами заливок.
Оба сплава низколегированные, то есть, сторонних добавок в них минимум. По свойствам марки расходятся лишь в показателе модуля упругости. У 25-го чугуна он на 70 единиц больше.

Из меди и ее сплавов делают кокили для отливки металлических стержней. Они могут быть любого состава. Медные стенки формы, как правило, тонкие и позволяют охлаждать заготовки водой.

Из сплавов алюминия высокопрочными и жароустойчивыми являются марки АЛ9 и АЛ11. Для кокилей берутся их анодированные версии. Так именуют сплавы алюминия с покрывающей их пленкой оксидов. Она защищает поверхности от коррозии и увеличивает их прочность.
Литье в кокиль
В расплавленном виде их объем больше. Поэтому, расчет кокиля ведется так, чтобы форма была шире конечного продукта. Разница в объемах равна показателю усадки конкретного сплава.

То есть, если форма предназначена для производства деталей из сплава алюминия определенной марки, залить в нее иной состав получится, но должного результата не будет.
Песчаными, кстати, бывают и формы для отливки. Но, такие емкости одноразовые. Кокили же используются месяцами, годами. Стальные формы рассчитаны на 50-500 прогонок, чугунные – на 400-4 000.
Для заливки расплава в кокили используют литниковую систему. Она слагается из ряда каналов и резервуаров в форме. Их несколько, поскольку через один металлическая масса не заполнит кокиль равномерно, особенно, если он сложной конфигурации.

Присутствует в кокилях и вентиляция. Она нужна для удаления из внутренних камер воздуха и прочих газов. Останься они в форме, заняли бы часть ее объема, даже будучи сжатыми напирающими металлами. К тому же, присутствие в кокиле газов позволило бы им просочиться в состав сплава для отливки, изменив его характеристики, загрязнив.
Наличие в кокилях необходимых систем не говорит о возможности слепого пользования ими. Перед каждой заливкой проверяются проходимость каналов вентиляции и литников. Следует тщательно очистить внутренние полости формы. После, проверяют точность перемещения ее подвижных деталей и надежность креплений между частями кокиля.
Еще одна операция перед заливкой – нанесение на внутреннюю поверхность огнеупора. Его толщина высчитывается исходя из необходимой скорости остывания сплава. Для кокиля огнеупор несет сберегающую функцию, избавляя от резкого скачка температуры при заливке. Это продлевает жизнь форм.

Преимущества и недостатки литья в кокиль
Еще одна проблема работы с кокилями — трещины на готовых изделиях и коробление их поверхности. Это связано с высокими внутренними напряжениями, рождающимися в остужаемом расплаве.

Огрехи проявляются, если материал охлаждается неравномерно, или претерпевает структурные изменения. Не секрет, что сплав – это смешение разных компонентов. На температуры и прочие факторы они тоже реагируют по-разному.
Поэтому, к примеру, при равномерной прокалке стали мартенсит из нее соберется на наружном слое, а перлит устремится к центру. В итоге, создается ситуация лебедя, рака и щуки из басни Крылова. Растягивая деталь в разные стороны, компоненты «приводят» к образованию трещин.
Последним минусом применения кокилей является их газонепроницаемость. Между тем, для формирования некоторых изделий присутствие атмосферы необходимо. Поэтому, использование металлических форм для заливки сужает круг изделий, которые можно производить и сплавов, коими можно пользоваться.
Литье в кокиль типы и технология производства

















| Услуга | Нижний предел цены, руб. за кг | Верхний предел цены, руб. за кг | |
|---|---|---|---|
| 1 | Алюминиевое литье | 280 | 5000 |
| 2 | Кокиль(обычно) | 280 | 2900 |
| Кокиль с поворотом | 340 | 3600 | |
| 3 | Хтс-процесс | 500 | 5000 |
| 4 | Технологическая оснастка | 60000 | 12000000 |
| 5 | Термическая обработка | 10 | 60 |
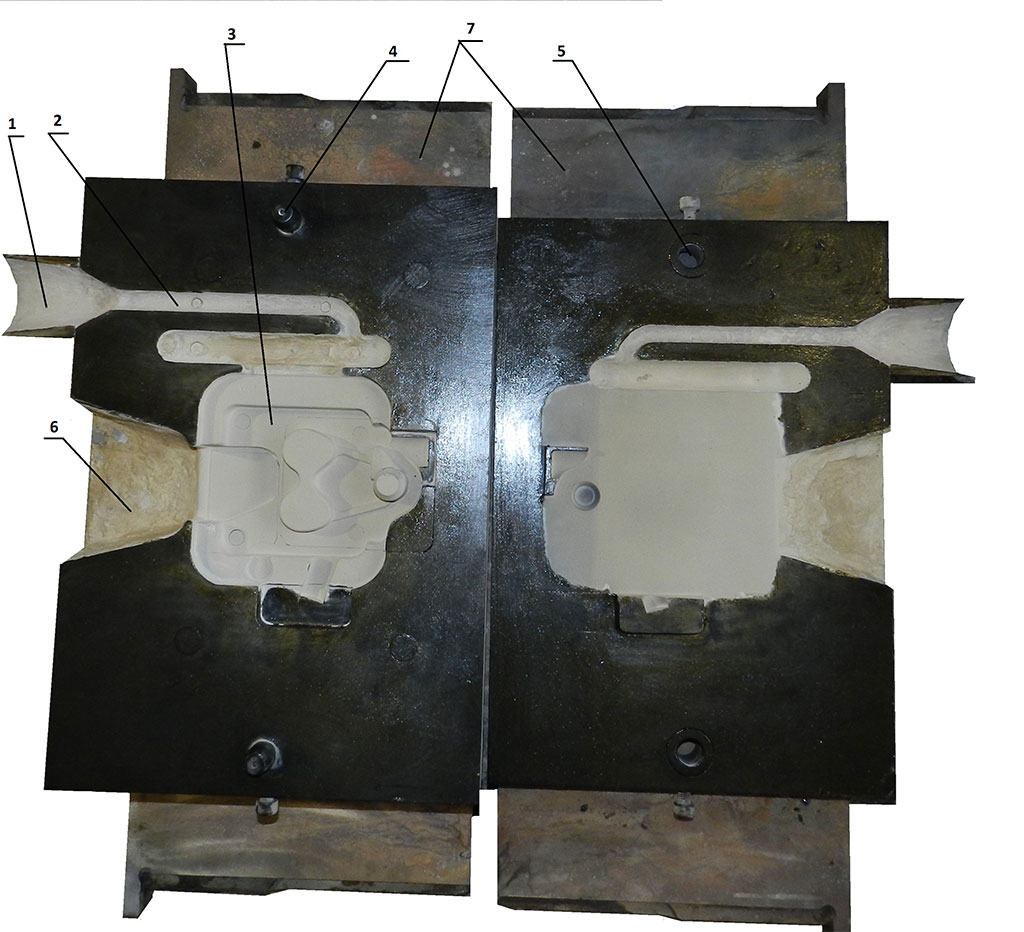
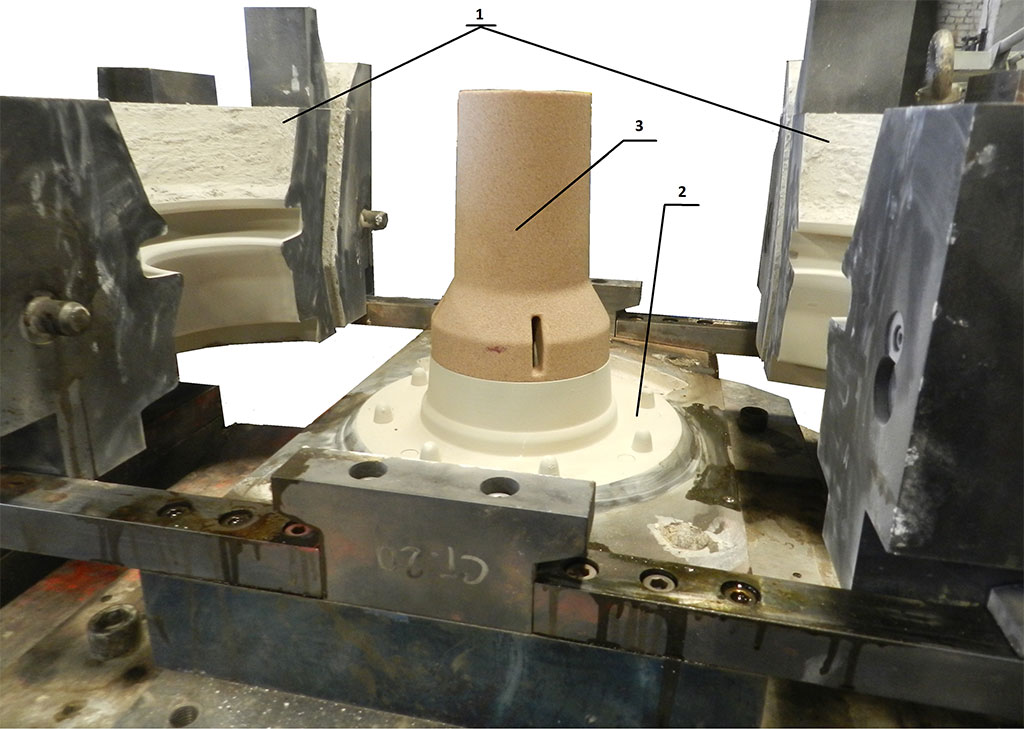
Классический кокиль состоит из двух полуформ ( рис 1 ), более сложные по конструкции могут включать в конструкцию дополнительные подвижные металлические вставки, поддон (основание) ( рис. 2 ). Полуформы взаимно центрируются по направляющим штырям и втулкам. Формообразующая кокиля проектируется и изготавливается с учетом усадки заливаемого сплава, припусков на механическую обработку и толщину облицовочного огнеупорного покрытия ( краски ).
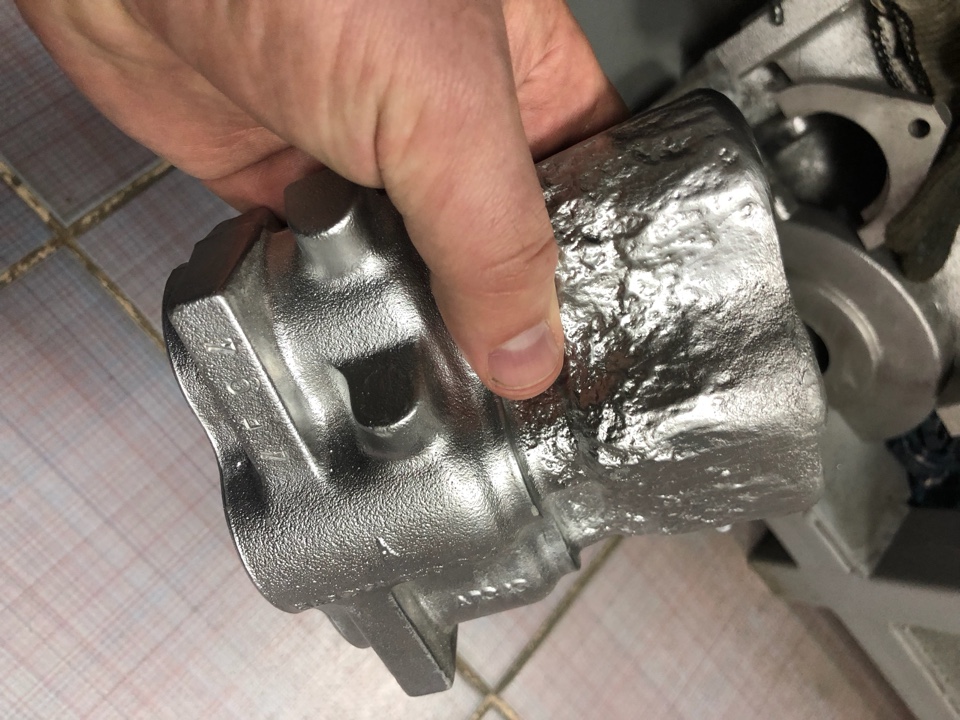
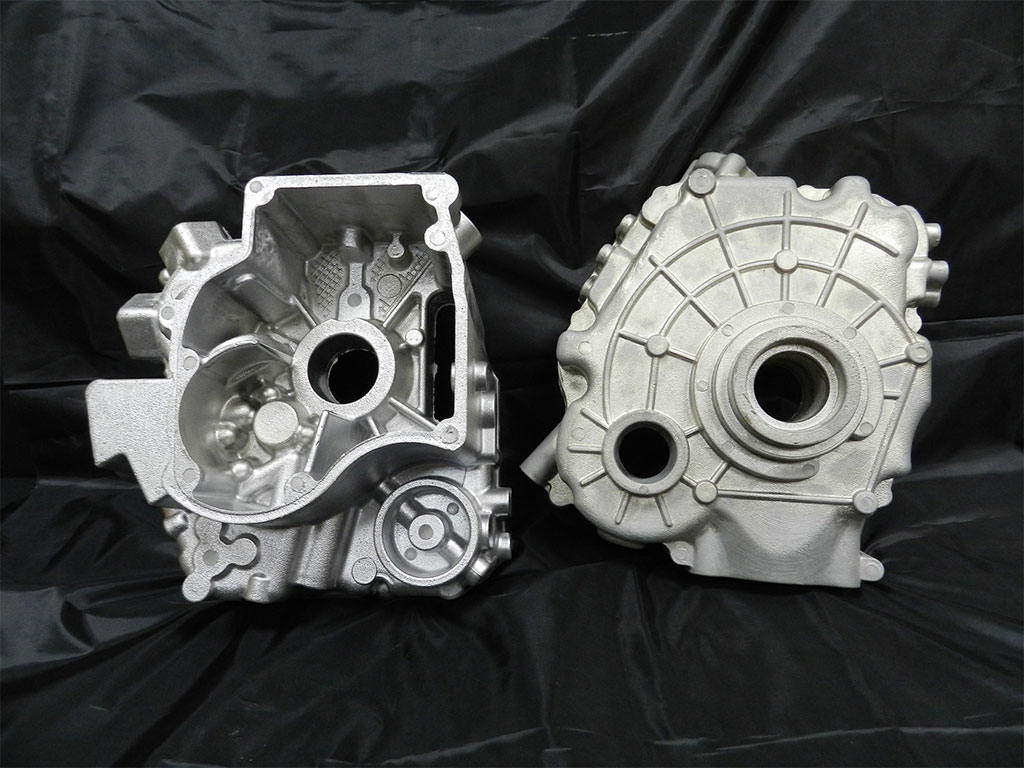
Конструкции отливок, получаемых в кокилях, очень разнообразны. Это простые по форме отливки типа опорных плит, колосников, болванок и втулок и сложные — типа картеров двигателей, головок блоков цилиндров, блоков цилиндров, ребристых корпусов электродвигателей, корпуса редукторов ( рис. 3 ). Литьем в кокиль получают детали с особыми эксплуатационными свойствами — повышенной герметичностью, износостойкостью (например, чугунные с поверхностным отбелом), окалиностойкостью и др.
Основные операции технологического процесса
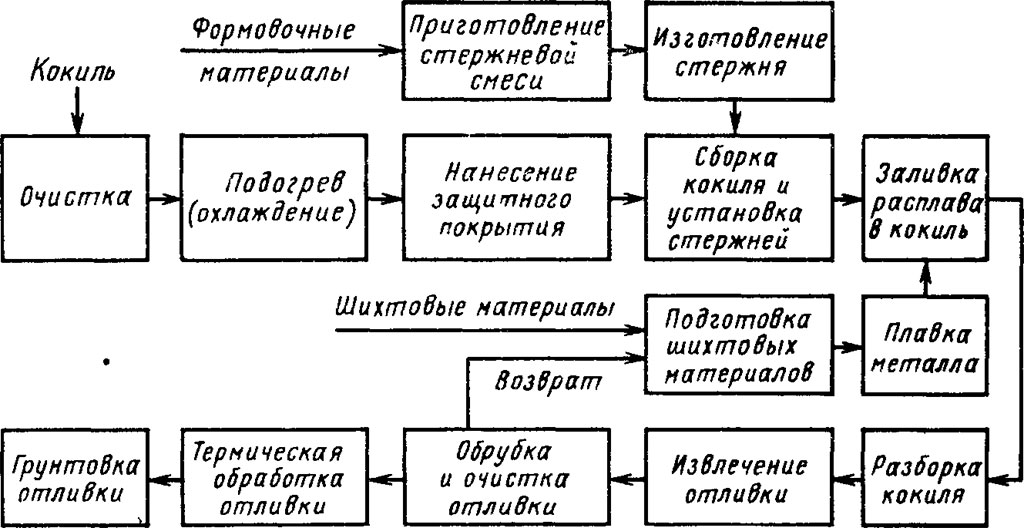
Общая схема технологических операций, выполняемые при литье в кокиль, приведена на рис. 4. Необходимость выполнения некоторых из них зависит от конкрет-ных условий — конструктивных особенностей отливки, литейных свойств материалов, особенностей технологического процесса производства и других факторов. Так, например, операции, связанные с изготовлением песчаных стержней и с термической обработкой отливок, могут вообще отсутствовать. Необходимость же осуществления других операций может возникнуть только через несколько циклов литья (в частности, нанесение защитного покрытия).
Особенности формирования и качество отливок.
Эффективность производства и область применения
Эффективность производства кокильных отливок зависит от того, насколько полноценно и правильно используются преимущества этого процесса, учитываются его особенности и недостатки и условиях конкретного производства.
Выделяются следующие основные преимущества литья в кокиль:
Следует также отметить и основные недостатки литья в кокиль:
Область применения напрямую зависит от материала его рабочей стенки, что отражено в табл. 1.
| Материал | Область применения |
|---|---|
| СЧ20, СЧ25 | Для мелких и средних изделий из меди, алюминия, чугуна и сплавов магния |
| ВЧ 40, ВЧ 45 | Для изделий крупных форм с воздушным или водяным охлаждением. В качестве заливаемого в формы материала используется в основном серые чугуны. |
| Стали 15ХМЛ, 40Х, 45, 4Х5МФС | Для мелких и средних изделий из меди, алюминия, чугуна и сплавов магния |
| Медь и ее сплавы, легированные стали, сплавы с особыми свойствами | Вставки для мест кокиля, подвергающиеся интенсивному термогидродинамическому износу, металлические стержни |
Эффективность литья в кокиль обычно определяют в сравнении с литьем в песчаные формы. Экономический эффект достигается благодаря устранению формовочной смеси, повышению качества отливок, их точности, уменьшению припусков на обработку, снижению трудоемкости обрезки и зачистки отливок, механизации и автоматизации основных операций и, как следствие, повышению производительности и улучшению условий труда. Литье в кокиль следует отнести к трудо- и материалосберегающим, малооперационным и малоотходным технологическим процессам, улучшающим условия труда в литейных цехах и уменьшающим вредное воздействие на окружающую среду.
Классификация конструкций кокилей. В зависимости от расположения бывают:
Неразъемные, или вытряхные. Данный тип применяется при условиях, когда конструкция отливки позволяет извлечь её из кокиля без его разъема.
Кокили с вертикальной плоскостью разъема. Состоят из двух и более полуформ. Отливка может располагаться целиком в одной из половин, в двух половинах, одновременно в двух половинах кокиля и в нижней плите.
Кокили с горизонтальным разъемом. Этот тип применяют преимущественно для простых по конфигурации, а также для получения крупногабаритных отливок.
Кокили со сложной (комбинированной) поверхностью разъема. Используют для изготовления отливок сложной конфигурации.
В зависимости от способа охлаждения различают кокили с воздушным, жидкостным и с комбинированным охлаждением. Воздушное охлаждение используют для малотеплонагруженных кокилей. Водяное охлаждение используют обычно для высокотеплонагруженных кокилей, а также для повышения скорости охлаждения отливки или ее отдельных частей.
К основным конструктивным элементам кокилей относят:
Корпус кокиля или его половины выполняют коробчатыми, с ребрами жесткости. Толщина стенки зависит от состава заливаемого сплава и его температуры, размеров и толщины стенки отливки, материала, из которого изготовляется кокиль. Толщина стенки должна быть достаточной, чтобы обеспечить заданный режим охлаждения отливки, достаточную жесткость и минимальное его коробление при нагреве теплотой залитого расплава, стойкость против растекания.
Вентиляционная система обеспечивает направленное вытеснение воздуха из кокиля расплавом. Для выхода воздуха используют открытые выпоры, прибыли, зазоры по плоскости разъема и между подвижными частями кокиля, а также специальные вентиляционные каналы. В местных углублениях формы при заполнении их расплавом могут образовываться воздушные мешки. В этих местах устанавливают вентиляционные пробки. При выборе места установки вентиляционных пробок необходимо учитывать последовательность заполнения формы расплавом.
Запирающие механизмы предназначены для предотвращения раскрытия кокиля и исключения прорыва расплава по его разъему при заполнении, а также для обеспечения точности отливок.
Системы нагрева и охлаждения предназначены для поддержания заданного температурного режима кокиля. Применяют электрический и газовый обогрев. Первый используется для общего нагрева, второй более удобен для общего и местного нагрева.
Кокили для литья алюминиевых сплавов применяют массивные, толстостенные. Они имеют высокую стойкость и большую тепловую инерцию: после нагрева до рабочей температуры они охлаждаются медленно.
Положение отливки в форме должно способствовать ее направленному затвердеванию: Тонкие части отливки располагают внизу, а массивные вверху, устанавливая на них прибыли и питающие выпоры.
Литниковая система в кокиле обеспечивает спокойное, плавное поступление расплава в полость формы, надежное улавливание окисных пленок, шлаковых включений и позволяет предотвратить их образование в каналах литниковой системы и полости кокиля, способствует направленному затвердеванию и питанию массивных узлов отливки.
Используют литниковые системы с подводом расплава сверху, снизу, сбоку, комбинированные и ярусные. Для получения качественных отливок скорость движения расплава должна убывать от сечения стояка к питателю. Поэтому для отливок из алюминиевых сплавов применяют расширяющиеся литниковые системы.
Технологические режимы литья в кокиль назначают в зависимости от свойств сплава, конфигурации отливки и предъявляемых к ней требований. Для регулирования скорости отвода теплоты от различных частей отливки толщину и свойства огнеупорных покрытий в различных частях кокиля часто делают различными. Для окраски в этих случаях используют трафареты. Поверхности каналов литниковой системы покрывают более толстым слоем красок с пониженной теплопроводностью, а поверхности прибыльных частей иногда оклеивают тонколистовым асбестом. Продолжительность выдержки отливки в кокиле назначают с учетом ее размеров и массы. Обычно отливки охлаждают в форме до температуры около 350°С. Продолжительность охлаждения отливки до температуры выбивки определяют расчетом по специальным формулам и окончательно корректируют при доводке технологического процесса.
Кокильные машины.
В зависимости от расположения плоскости разъема кокиля в пространстве и от характера перемещения его формообразующих элементов (собственно кокиля и металлических стержней) различают машины для получения отливок в формах с горизонтальной и вертикальной плоскостями разъема (число подвижных подкокильных плит 1—6 с учетом подвижных поддонов н верхних стержней).
Кокильные машины имеют разнообразные компоновочные решения. Наибольшее число машин имеют разное исполнение (с цилиндрическими направляющими для перемещения кокильных плит) или консольное. Первые применяют в основном при производстве крупных отливок из черных и цветных сплавов; вторые — при производстве мелких отливок из легких цветных сплавов.
Для крупносерийного и массового производства отливок наиболее целесообразно применение карусельных машин или заливочных комплексов. По сравнению с кокильными станками для этих машин характерны: высокая производительность благо-даря совмещению во времени всех операций технологического цикла; минимальная занимаемая площадь, наименьшие энергетические затраты, удобство обслуживания и наиболее рациональная организация работы; возможность механизации и автоматизации основных и вспомогательных операций и на этой основе возможность встраивания в автоматические линии производства отливок. Большинство созданных карусельных машин имеет четное число позиций — 4, 6, 8, 12, 16 — и вертикальную ось вращения, т. е. платформу с кокильными секциями, перемещаемыми в горизонтальной плоскости.
В большинстве кокильных машин, как правило, предусмотрены полуавто-матический и автоматический циклы работы с автоматизацией следующих операций: сборки кокиля, выдержки отливки в период кристаллизации, извлечения металлических стержней, раскрытия и выталкивания отливки.
На базе стационарных и нестационарных (карусельных) кокильных машин разработаны автоматизированные комплексы и технологические линии с манипуляторами для удаления отливок из кокилей, устройства для отбивки (отрезки) литников и прибылей, устройства для нанесения на кокиля теплозащитного покрытия, заливочно- дозирующие установки и другие механизмы и узлы.
Литье в кокиль является одним из наиболее широко применяемых видов литья в настоящее время. Из-за автоматизации технологического процесса, литье становится наиболее экономически выгодным при изготовлении больших партий отливок и начале серийного или массового производство конкретной детали.
Литейный завод «АвтоЛитМаш» предлагает свои услуги по изготовлению отливок из алюминия в кокиль. Предприятие уже длительное время работает на рынке России и за это время успело доказать свой профессионализм и ответственное отношение к выполнению заказов любой сложности.
Цены на литье в кокиль алюминия или чугуна
Литье в кокиль — это одна из наиболее распространенных и востребованных технологий по получению отливок и деталей из меди, латуни, алюминия и других цветных металлов. Огромное преимущество данной методики состоит в том, что кокильную оснастку — разборные формы для литья — можно использовать многократно, до 100 тысяч раз. Таким образом, изготовление кокиля идеально подходит для предприятий, которые занимаются серийным выпуском деталей из выше перечисленных сплавов.
Горячий металл заполняет форму под воздействием силы тяжести, соответственно отпадает необходимость в применении дорогостоящего оборудования для литья металлов под высоким давлением. Сам процесс литья алюминия в кокиль состоит из нескольких этапов:
По завершению последнего этапа процесс можно повторять заново. Таким образом, алюминиевое литье в кокиль позволяет оперативно наладить производственные линии для изготовления деталей любой конфигурации. Если вы желаете оптимизировать свои затраты на производство, то, заказав изготовление кокиля на нашем заводе, вы быстро добьетесь поставленной цели.