Контровочная проволока
Контровочная проволока ГОСТ 792-67 от компании «Точность». Качественное производство, доступная стоимость, доставка по Москве и России.
Проволока контровочная – это пластичное изделие из низкоуглеродистой стали (не более 0,2% углерода в составе). Изготавливается методом холодного волочения из катанки, в готовом виде имеет диаметр 0,5-6,0 мм. Устойчивость к ржавчине и окислению обеспечивает цинковое покрытие, о чем свидетельствует маркировка КО.

Особенности и применение проволоки
Контровочная проволока оцинкованная характеризуется высоким временным сопротивлением разрыву – 360 Н/мм?. Благодаря прочности изделие востребовано в промышленности и отраслях народного хозяйства. В машино- и авиастроении проволока применяется для закрепления резьбовых соединений в узлах, которые подвергаются постоянным вибрационным и ударным нагрузкам. Выступает сырьем для изготовления заколок, крючков, метизов, заклепок и других деталей.
Проволока КО поставляется в бухтах весом 1-20 кг. При оформлении заказа вы можете выбрать удобный размер и вес мотков
Дополнительную информацию о ценах и условиях сотрудничества уточняйте у наших менеджеров-консультантов.
Специально для ВАС:
— Стабильные цены
— Минимальные сроки производства
— Вся продукция высокого качества
— Различные виды покрытий
— Осуществляем контроль сил
Звоните по телефонам указанным в разделе контакты, для того чтоб задать интересующие Вас вопросы и узнать актуальную цену на контровочную проволоку.
Проволока ГОСТ 792-67 низкоуглеродистая качественная
Добавить в корзину:
По индивидуальному запросу рассмотрим возможность поставки проволоки других ГОСТов и ТУ.
Предназначена для изготовления деталей и узлов машин, применяется также в качестве токопроводящей жилы в кабелях.
Проволоку гост 792 67 изготовляют:
Механические свойства проволоки гост 792 67
| Диаметр проволоки, мм | Временное сопротивление разрыву, кгс/мм2 не более | Диаметр валков, мм | Число перегибов на 180°, не менее | Число скручиваний на 360° |
| 0.7; 0,8 | 37 | *) | 30 | |
| 1.0 | 37 | 5 | 7 | 25 |
| 1.2 | 37 | 5 | 6 | 25 |
| 2.0 | 37 | 10 | 11 | 18 |
| 3.0 | 37 | 15 | 5 | 18 |
Проволока гост 792 67 – это контровочная проволока. Где она применяется? Основные отрасли ее применения – автомобильная и авиационная промышленность. Функции, которые выполняет проволока гост 792 67 очень важны. Наиболее частый вариант ее использования – контровка гаек. Зачем это нужно? При постоянных сотрясениях и ударах гайки имеют свойство быстро откручиваться.
Гайки контруют различными способами – навинчивают поверх них шплинты, контр-гайки, шайбы. Но контровочная проволока, отличающаяся особой мягкостью и эластичностью, является наиболее удобным вариантом. Именно правильная контровка является залогом того, что проволока гост 792 67 обеспечит надежное стопорение гайки, а, значит, в целом и безопасность всего соединения в целом.
Таким образом, задачи этого изделия сложно переоценить. Помимо того, что оно используется в авиации, узлах машин, применяется в качестве проводящей ток жилы в кабелях, к ней также часто прибегают для решения определенных бытовых нужд.
На складах Регион-Плюс эта продукция всегда имеется в наличии. Мы оперативно производим отгрузку заказов для наших клиентов. Каждая партия изделия сопровождается копией сертификата качества.
Кроме того, мы поставляем проволоку в удобных для хранения мотках и бухтах.
*) Испытание на перегиб заменяется испытанием на разрыв с узлом.
При этом разрывающее усилие с узлом должно быть не менее 50% разрывающего усилия без узла.
Контровочная проволока что это
Хотите оставить заявку? Напишите или позвоните нам!
Проволока контровочная КС и КО ГОСТ 792-67

Проволока контровочная производится на заводе АВАЛДА по ГОСТ 792-67 из стали марок 08кп, 10кп. Проволока делиться на две группы: без покрытия-КС и с покрытием-оцинкованная КО. Применяется в узлах различных механизмов, для изготовления изделий и в качестве токопроводящей жилы в кабелях, для фиксации контргаек. Основная отрасль которая использует проволоку КО является авиационная и машиностроительная, а также оборонно промышленный комплекс.
| Элемент | Марка стали, % | |
| 08кп | 10кп | |
| Углерод | 0,05-0,12 | 0,07-0,14 |
| Кремний | Не более 0,03 | Не более 0,07 |
| Марганец | 0,25-0,50 | 0,25-0,50 |
| Хром | 0,1 | 0,15 |
| Сера | 0,04 | |
| Фосфор | 0,035 | |
| Никель | 0,3 | |
| Медь | 0,3 | |

Товар поступает на рынок в самом высоком качестве, что подтверждается испытаниям на количество возможных перегибов и на растяжение, кроме того, на изделии обязательно отсутствуют дефекты: риски, закаты, следы ржавчины. Купить проволоку контровочную можно в мотках весом от 7 до 55 кг с одним целым отрезком, связанным в трех местах для предотвращения запутывания и упакован в пропитанную консервирующим веществом бумагу.
При приемке проволоки, она проходит испытания на перегиб (для малых диаметров испытания на разрыв с узлом). Именно устойчивость к перегибам является главной качественной характеристикой.
| Диаметр проволоки, мм | Временное сопротивление, Н/мм 2 (кгс/мм 2 ) | Число перегибов на 180 0 | Число скручиваний на 360 0 | |
| КС | КО | |||
| не менее | ||||
| 0,5 | 390 (40) | 360 (37) | — | 30 |
| 0,8 | — | 30 | ||
| 1 | 9 | 25 | ||
| 1,2 | 7 | 25 | ||
| 1,4 | 16 | 20 | ||
| 1,6 | 13 | 20 | ||
| 1,8 | 12 | 18 | ||
| 2 | 11 | 18 | ||
| 2,2 | 10 | 16 | ||
| 2,6 | 9 | 16 | ||
| 3 | 6 | 14 | ||
| 3,6 | 9 | 13 | ||
| 4 | 8 | 11 | ||
| 4,5 | 6 | 11 | ||
| 5 | 9 | 9 | ||
| 6 | Не испытывается | |||
| Наименование | Диаметр проволоки, мм | Число погружений | Продолжительность выдержки в растворе, сек. |
| Проволока КО | 0,5 | 1 | 30 |
| Проволока КО | 0,8 | 1 | 60 |
| Проволока КО | От 1,0 до 2,6 | 2 | 60 |
| Проволока КО | От 3,0 до 6,0 | 3 | 60 |
ОСТ 1 39502-77 Стопорение болтов, винтов, шпилек, штифтов и гаек
СТОПОРЕНИЕ БОЛТОВ, ВИНТОВ ШПИЛЕК,
ОСТ 1 39502-77
Распоряжением Министерства от 25 октября 1977 года № 087-16
срок введения установлен с 1 июля 1978 года
1. СТОПОРЕНИЕ СТОПОРНЫМИ ШАЙБАМИ
2. СТОПОРЕНИЕ ШПЛИНТАМИ
3. СТОПОРЕНИЕ ДЕФОРМАЦИЕЙ МЕТАЛЛА
4. СТОПОРЕНИЕ ПРОВОЛОКОЙ
Проверен в 1986 г. Подлежит проверке в 1996 г.
(Измененная редакция, Изм. № 1, 2).
Настоящий стандарт устанавливает следующие типы стопорения болтов, винтов, шпилек, и гаек в резьбовых соединениях и штифтов:
— 1- стопорение стопорными шайбами;
В резьбовых соединениях могут применяться и другие типы стопорения, например, стопорение самоконтрящимися гайками, пружинными и зубчатыми шайбами, контргайками.
(Измененная редакция, Изм. № 1, 2).
1. СТОПОРЕНИЕ СТОПОРНЫМИ ШАЙБАМИ
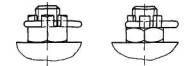
1.1. Стопорение по типу 1 должно соответствовать указанному на черт. 1, 2 и 3.
(Измененная редакция, Изм. № 1).


* Размер для справок
(Измененная редакция, Изм. № 1).
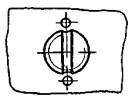
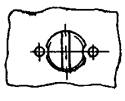
Изображение гайки и шайбы, расположенных справа заменяются ® ® ® ®
(Измененная редакция, Изм. № 1).
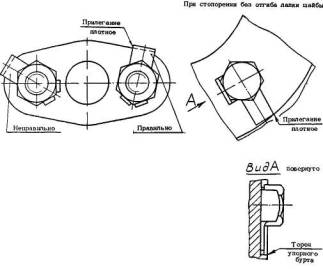
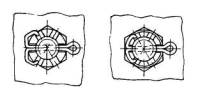
1.2. Загиб лепестков шайбы на грани шестигранника гайки (болта) производить в положении шайбы развернутой в сторону отвинчивания по ее упора носком в гнезде детали (черт. 4) или лапкой в торец детали (черт. 5).

1.3. Загнутая лапка шайбы должна плотно сопрягаться с деталью. Допускается зазор между шайбой и деталью в месте изгиба лапки и лепестка шайбы.
(Измененная редакция, Изм. № 2).
1.4. Установка шайб на фланце и загиб папок шайб или их упор в торец бурта должны исключать возможность разворота шайб в сторону отвинчивания (черт. 6). При стопорении без отгиба лапки шайбы выступание лапки относительно торца упорного бурта не допускается.
1.5. Подгонку совпадения лепестков шайбы с гранями гайки (болта)производить путем подтяжки гайки (болта)на угол не более 30 ° или замены гайки (болта).
Подгонка путем отворачивания гайки не допускается.
При подтяжке гайки (болта) превышение максимально допустимого крутящего момента затяжки не допускается.
(Измененная редакция, Изм. № 2).
1.6. Лепестки шайб должны быть поджаты к граням гаек.
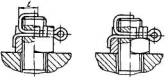
1.7. Загиб лепестков шайбы может производиться как на одну, так и на две грани гайки (болта). Загиб на грань усиленных лепестков производить той частью отгибаемого лепестка, которая обеспечивает наибольшую площадь контакта с гранью болта (гайки).
— срез или сдвиг материала, трещины и надрывы в месте загиба лепестков шайбы;
— забоины и расплющивание лепестков шайбы при загибе;
— производить загиб лепестков более одного раза;
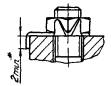
— выступание лепестков над гайкой (болтом) более чем на 2 мм;
— удары молотком по месту загиба лепестков шайбы;
— оставлять незагнутыми лепестки шайбы.
1.9. Загиб лепестков шайбы должен производиться специальными щипцами согласно технологии на сборку изделия. В труднодоступных местах разрешается производить загиб лепестков шайбы с помощью специальных оправок или выколоток из меди и алюминиевых сплавов.
(Измененная редакция, Изм. № 1).
2. СТОПОРЕНИЕ ШПЛИНТАМИ
2.1. Стопорение по типу 2 должно соответствовать указанному на черт. 7, 8 и 9.
2.2. Совмещение отверстия под шплинт в болте, винте и шпильке с прорезью в гайке должно производиться путем подтяжки гайки на угол не более 30 °, путем замены гайки или болта, винта, шпильки или подбором толщины шайб.
Подгонка путем отворачивания гайки не допускается.
При подтяжке гайки превышение максимально допустимого крутящего момента затяжки не допускается.
* Применять в труднодоступных местах
(Измененная редакция, Изм. № 2).
2.3. Шплинт должен входить в отверстие свободно или под незначительной безударной нагрузкой.
2.4. Шплинт должен утопать в прорези гайки. Допускается выступание шплинта над прорезью гайки на величину не более 0,4 от номинального диаметра шплинта.
— неплотное прилегание концов шплинта к поверхности гайки в пределах 0,1 ¸ 0,3 мм;
— касание отогнутых концов шплинта резьбы болта, винта, шпильки;
— откусывание шплинтов с последующим снятием заусенцев.
При необходимости на нарушенные в результате откусывания места наносится лакокрасочное покрытие, назначаемое разработчиком изделия.
(Измененная редакция, Изм. № 1).
— смятие головки шплинта;
— надрывы и трещины на концах шплинта;
— расплющивание и перекручивание концов шплинта;
— раскачивание шплинта после установки;
— использование шплинта более одного раза.
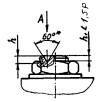
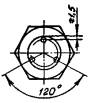
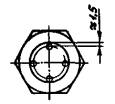
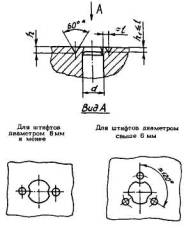
3. СТОПОРЕНИЕ ДЕФОРМАЦИЕЙ МЕТАЛЛА
3.1. Стопорение по типу 3 должно соответствовать указанным:
(Измененная редакция, Изм. № 1).
с резьбой свыше М8
(Измененная редакция, Изм. № 1).
с резьбой свыше М8

(Измененная редакция, Изм. № 1).
* Размеры обеспеч. инстр.
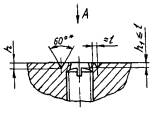
Кернение установочных винтов
Для неразъемных соединений
с резьбой М6 и менее
с резьбой свыше М8
* Размер обеспеч. инстр.
(Измененная редакция, Изм. № 2 ).
Кернение цилиндрических штифтов
* Размер обеспеч. инстр.
(Измененная редакция, Изм. № 2).
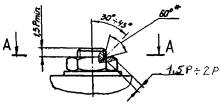
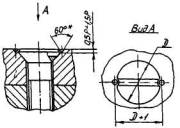
Зачеканка цилиндрических штифтов
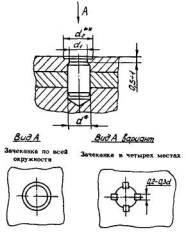
* Размер для справок
** Размер обеспеч. инстр.
Зачеканка конических и цилиндрических штифтов
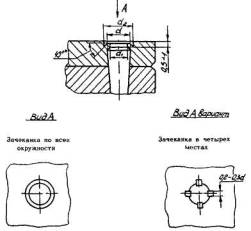
* Размер обеспеч. инстр.
(Измененная редакция, Изм. № 1).
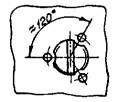
3.2. При кернении в резьбу кернер ставить в месте выхода болта, винта, шпильки из гайки.
3.3. Размеры и расположение точек кернения не контролировать.
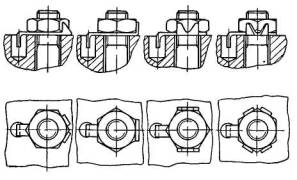
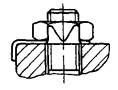
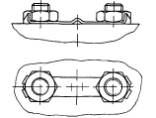
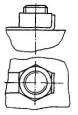
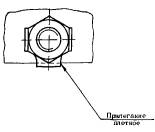
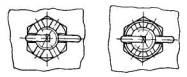
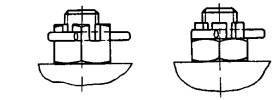
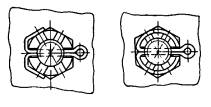
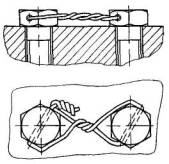
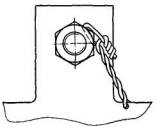
4. СТОПОРЕНИЕ ПРОВОЛОКОЙ
4.1. Стопорение по типу 4 должно соответствовать указанному на черт. 17-22.
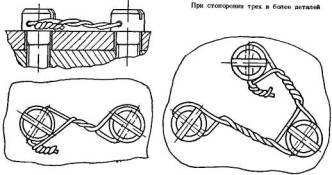
(Измененная редакция, Изм. № 1).
(Измененная редакция, Изм. № 1, 2).
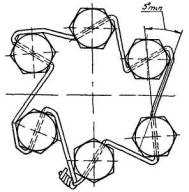
Гайки изображены условно. Данное исполнение может применяться и на шестигранных головках болтов
(Измененная редакция, Изм. № 1).
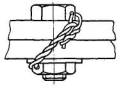
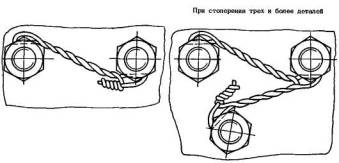
При стопорении трех и более деталей (исполнения 4.1 и 4.4) количество болтов или гаек, стопорящихся одной проволокой, устанавливается конструкторской документацией или технологией изготовления изделия.
(Измененная редакция, Изм. № 2).
4.2. Проволока должна располагаться таким образом, чтобы при приложении к ней произвольно ориентированной нагрузки происходила затяжка резьбового соединения.
(Измененная редакция, Изм. № 2).
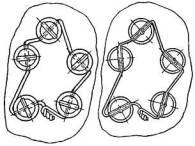
4.4. В труднодоступных местах при малых расстояниях между стопорящимися деталями допускается проволоку не перевивать.
(Измененная редакция, Изм. № 1).
4.5. Концы проволоки должны быть перевиты (3-4 витка) и поджаты.
4.6. При выполнении стопорения надрывы и перекручивание проволоки не допускаются.
4.7. Проволока должна быть туго натянута, прогибы, и слабина не допускаются.
Пример записи в конструкторской документации стопорения исполнения 2,1: