Лазерная резка металла: преимущества и недостатки
Полезность и применяемость лазеров была понята далеко не сразу. А первые установки, генерирующие лазерное излучение, вообще считали приборами, для которых сначала нужно найти задачи, которые они способны решать. Сейчас ценность таких установок не подлежит сомнению. Сначала их активно начали использовать автомобильные, авиационные и судостроительные предприятия. Позднее они нашли применение и в других отраслях промышленности.
Как работают установки лазерного излучения
Чтобы понять, как работают установки лазерного излучения, можно вспомнить всем нам знакомый способ выжигания по дереву с помощью увеличительного стекла. В этом случае сфокусированный солнечный свет нагревает ограниченный участок поверхности, на которую направлен.
Лазерное излучение тоже является световым. Для его появления поток света пропускают через несколько оптических призм и зеркал, добиваясь появления сфокусированного узконаправленного луча. Он способен нагревать поверхность, на которую направлен, значительно быстрее и сильнее луча, сфокусированного с помощью линзы, потому что имеет намного меньшую площадь поперечного сечения и значительно бо́льшую силу потока.
Строго говоря, воздействие на поверхность оказывает поток квантов электромагнитного излучения – фотонов.
Хорошей установкой считается та, которая может точно фокусировать и сохранять стабильность лазерного луча. Обработка металла происходит в три этапа: сначала луч нагревает его до температуры плавления, затем материал закипает и начинает испаряться, а после этого рабочий орган установки начинает двигаться по заданной траектории, вырезая деталь нужной конфигурации.
При большой глубине реза для выведения расплавленного металла из рабочей зоны используют струю вспомогательного газа. Это может быть инертный газ, кислород или воздушная смесь. Установки, в которых используется вспомогательный газ, называют «газолазерными резаками».
Кислород очень удобен в качестве вспомогательного газа. Он не только выводит расплавленный металл и его оксиды из рабочей зоны, но и увеличивает скорость работы.

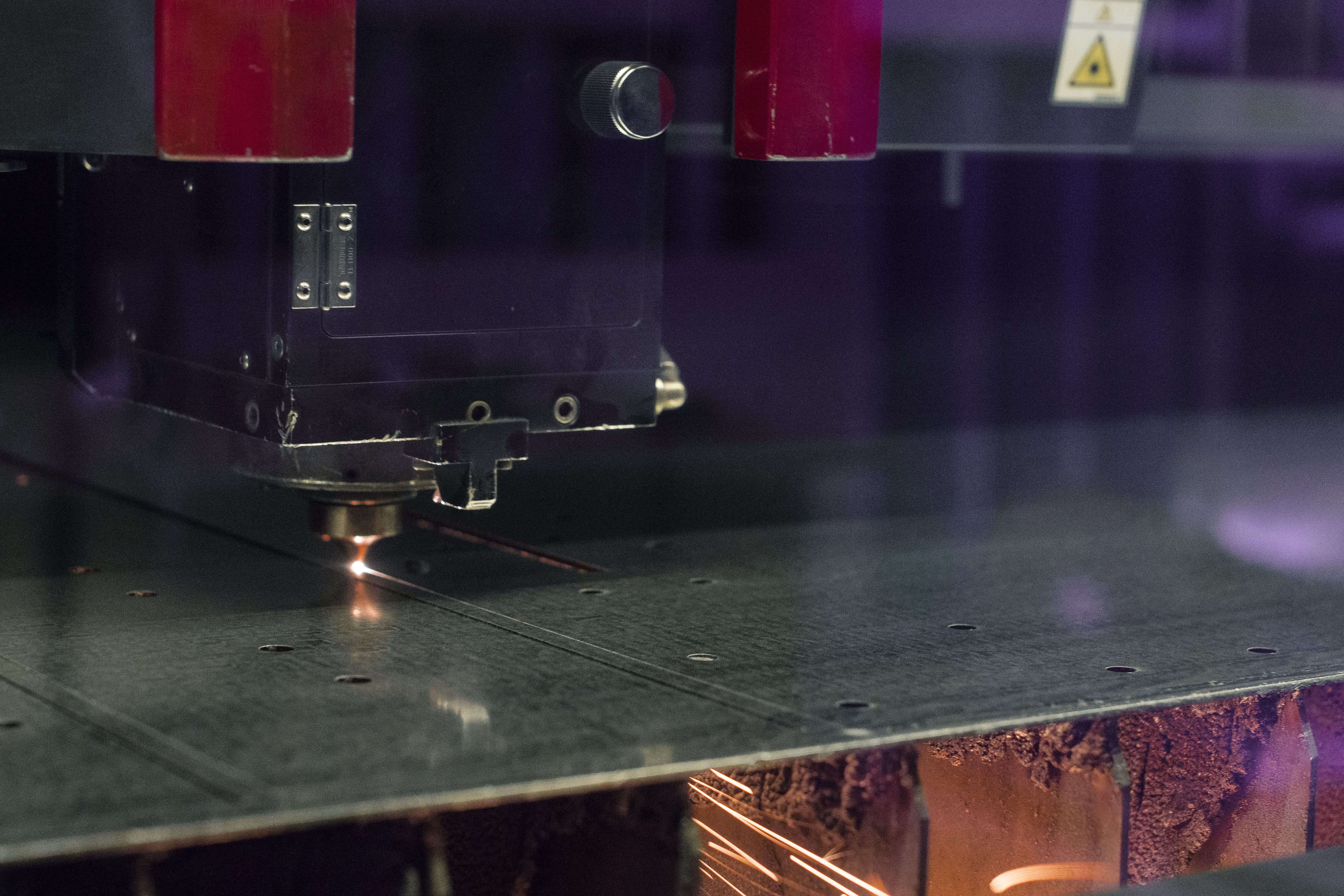
Это установка лазерной резки, которую использует наша компания
Какие установки используют для лазерной резки металла
Для лазерной резки металла можно использовать три вида установок:
Рабочее тело – это основная часть лазерной установки, которая и создает поток фотонов, воздействующих на металл. Для этого его заряжают (накачивают) с помощью источника энергии. Им может быть импульсная или дуговая лампа, лазерный диод, электрический разрядник или взрывчатое вещество.
Современные высокоточные установки лазерной резки металла с ЧПУ способны обрабатывать заготовки площадью несколько квадратных метров и обеспечивать точность работы до 0,005 мм. За счет автоматизации процесса в них минимизирован человеческий фактор.
Так, управление рабочим столом и лазером выполняет программный блок, эффективность резки обеспечивает автоматическая система настройки фокуса, за поддержание температуры установки в приемлемых пределах отвечают теплообменники, а клапанные механизмы своевременно подают в зону реза вспомогательный газ.
Какие металлы можно резать лазером
Самое важное свойство металла для лазерной резки – теплопроводность. Чем она ниже, тем проще сконцентрировать тепло на ограниченном участке. Например, сталь имеет низкую теплопроводность, поэтому плавится и режется быстро. А медь, наоборот, отличается высокой теплопроводностью. В результате тепло быстро распространяется по всему объему разрезаемой заготовки, поэтому для успешной работы понадобится больше энергии.
В целом услуги лазерной резки металла востребованы для таких материалов:
Минимальная толщина листового металла для лазерной резки – 0,2 мм.
Такие детали можно изготавливать с помощью установки лазерной резки
Плюсы и минусы лазерной резки металлов
К преимуществам лазерной резки мы можем отнести:
Из недостатков следует выделить ограничение по толщине разрезаемого листового металла и высокую стоимость установок.
Заключение
С помощью лазера металл лучше резать в тех случаях, когда нужна высокая точность и качество работы, а заготовка имеет небольшую толщину (чаще всего до 20 мм). При значительной толщине листового проката отличной альтернативной этому способу обработки считается плазменная резка.
Технология резки металла лазером
Лазерная резка металла представляет собой технологический процесс, при котором происходит нагрев и разрушение структуры металла с использованием луча лазера. По международным стандартам технология называется Laser Beam Cutting (LBC).
Резка металла лазерным лучом производится тремя методами:
Лазерная резка металла — это оптимальное соотношение цены и качества обработки.
Какое оборудование применяется для лазерной резки
Классификация устройств производится по различным параметрам. За основу берется рабочая среда, которая определяет источника лазера.
Лазерная резка производится тремя видами приборов:
Тип лазерной резки определяется типом обрабатываемого материала.
Оборудование, в работе которого применяется углекислый газ, может применяться для сварочных работ, раскроя и гравировки пластика, металла или стекла. Агрегаты с твердотельным типом работы успешно используется для резки алюминия, латуни, серебра и меди. Не применяются для обработки материалов не из металла.
От чего зависит качество резки лазером?
Понятие качества лазерной резки предполагает точность реза и отсутствие шероховатостей.
На результат работы оказывают влияние следующие факторы:
При соблюдении всех требований точность реза может составлять 0,1 мм.
На скорость резки оказывает влияние мощность оборудования, теплопроводность и толщина заготовки. Чем выше эти цифры, тем быстрее производится теплоотвод, и тем больше требуется энергозатрат на выполнение задачи.
На скорость резки оказывает влияние мощность оборудования, теплопроводность и толщина заготовки. Чем выше эти цифры, тем быстрее производится теплоотвод, и тем больше требуется энергозатрат на выполнение задачи.
Особенности лазерной резки некоторых металлов
Выбор технологии лазерной резки зависит от свойств обрабатываемого материала. Для обработки цветных металлов или их сплавов необходимо оборудование мощностью от 1 кВт. Для черных металлов будет достаточно 0,5 кВт.
В большинстве случаев для раскроя высокоуглеродистых сталей применяется лазерная резка с использованием кислорода.
Применение такого метода обеспечивает приемлемое качество реза.
Заготовки из нержавеющей стали обрабатываются с использованием азота. Он подается к точке обработки под давлением до 15-20 атмосфер. Для нержавеющей и оцинкованной стали, учитывая их прочность, резка при помощи лазерного луча является оптимальным методом обработки с сохранением качества.
Обработка алюминия, латуни и их сплавов производится с применением азота, поступающего в точку обработки под давлением до 15-20 атмосфер.
Для меди характерна высокая теплопроводность. Учитывая это для раскроя используются листы не толще 6 мм.
Хороший результат был показан при использовании лазерного оборудования для резки труб толщиной до 30 мм. Линия реза может быть произведена под любым углом. В результате получается ровная поверхность, полностью пригодная для монтажа или сварочных работ.

Альтернативные способы резки
Помимо лазерной резки в современной металлообрабатывающей промышленности используются 4 технологии резки:
Каждая из этих технологий показывает различные по качеству результаты, которые во многом зависят от свойств обрабатываемого материала.
Особенности плазменной резки
Данная технология предусматривает использование плазменной струи в качестве режущего инструмента. Преимущества метода заключаются в возможности обработки тугоплавких и цветных металлов. При этом удается достичь самой сложной формы реза.
По качеству образуемых кромок лазерная резка показывает лучший результат, чем плазменная. После лазера кромки получаются абсолютно перпендикулярными.
Если толщина обрабатываемой заготовки имеет размер более 16 мм, то процесс реза при помощи плазмы происходит быстрее и менее энергозатратно, чем лазером. Что касается тонких заготовок, то лазер показывает более высокую эффективность. С его помощью удается произвести рез самых сложных геометрических форм и с максимальным соответствием техзаданию.
Особенности газовой резки
Процесс газовой резки осуществляется следующим способом. При помощи пропана или ацетилена обрабатываемая деталь разогревается до 1000-1200 градусов. Затем кислород, подаваемый на разогретую поверхность, загорается и режет металл. Метод применим для обработки деталей, температура горения у которых меньше, чем температура плавления. Это может быть сталь, в составе которой малое и среднее содержание легирующих компонентов.
Метод газовой резки обладает малой стоимостью, а применяемое оборудование отличается мобильностью и простой в использовании.
Точность газовой резки значительно меньше, чем у плазменной или лазерной.
Особенности гидроабразивной резки
Гидроабразивная резка осуществляется при помощи смеси воды с добавлением абразивных частиц. В качестве абразива может использоваться карбид кремния, электрокорунд или гранатовый песок. В режущую головку под давлением около 6000 атмосфер подается вода. Затем со скоростью 1000 метров секунду она подается в камеру с абразивом, смешивается с ним, и уже готовая абразивная смесь режет металл и одновременно смывает отходы процесса резки.
Отличительной особенностью гидроабразивного процесса является отсутствие нагрева обрабатываемой поверхности.
В этом заключается целый ряд преимуществ:
К недостаткам метода можно отнести низкую скорость обработки, в сравнении с лазерной технологией или плазменной. Также здесь используется дорогостоящее оборудование в связи с чем получается высокая себестоимость процесса.
Среди всех представленных вариантов лазерный метод резки является самым оптимальным. Этот метод, кроме раскроя, может применяться для разметки, гравировки и маркировки металлоизделий.
Практическое применение лазерной резки
Этапы производства изделий с применением лазерного оборудования:
Особое внимание должно уделяться макету. Точность его изготовления в полной мере окажет влияние на качество готового изделия.
Работа станков базируется на основе данных, создаваемых программным обеспечением AutoCAD. Соответственно и чертежи должны быть созданы с использованием этой программы.
Технические требования к макетам, применяемым в процессе лазерной резки:
Процесс ценообразования при оказании услуг лазерной резки
Формирование цены происходит с учетом нескольких составляющих и может меняться в зависимости от степени сложности задачи.
Что может повлиять на стоимость:
Окончательная стоимость услуги по лазерной резке и гравировки с учетом технических требований и индивидуальных параметров окончательно оговаривается с заказчиком.
Технология лазерной резки металла
Содержание
Лазерная резка металла – это процесс нагревания и разрушения металла при помощи лазерного луча. Международное название технологии – Laser Beam Cutting (LBC).
На сегодняшний день существует 3 основных способа работы лазера по металлу:

Таким образом, лазерная резка методом плавления – оптимальное соотношение цены и качества для большинства материалов.
Оборудование для лазерной резки
Устройства классифицируют по разным параметрам. По типу рабочей среды – источника лазерного излучения – выделяют три вида приборов:
Выбор вида лазерной резки зависит от материала, который необходимо обработать.

ЧПУ, использующие углекислый газ, отлично справляются со сваркой, раскроем, гравировкой металла, стекла, пластика и другого сырья. Оборудование твердотельного типа эффективно для резки алюминия, меди, серебра, латуни. Не работают с неметаллическими материалами.
Качество лазерной резки. От чего оно зависит?

Под качеством лазерной резки обычно понимают точность, качество реза (минимальную шероховатость, прямые стенки), скорость предоставления услуг.
Результат работ зависит от многих составляющих:
Чтобы получить нужный результат, необходимо учесть все эти параметры. При соблюдении правил использования, лазерные резаки обеспечивают точность до 0,1 мм.
Скорость резки обусловлена мощностью оборудования, толщиной и теплопроводностью обрабатываемого материала. Чем выше показатель, тем быстрее отводится тепло с рабочего участка, соответственно требуется больше энергии. Например мощности лазера в 600 Ватт достаточно для резки титана или черных металлов, но мало для меди или алюминия.
Особенности резки отдельных металлов

Индивидуальные свойства материалов требуют применения различных технологий лазерной резки. Сплавы и цветные металлы обрабатывают на станках мощностью не ниже 1 кВт, для работы с черными металлами будет достаточно мощности от 0,5 кВт.
Раскрой высокоуглеродистых сталей осуществляется в основном по газолазерной технологии с применением кислорода. Благодаря сильной тепловой реакции в зоне воздействия лазера, увеличивается скорость обработки металлического листа.
Этот метод дает высокое качество реза. Для фигурной резки, например, заготовок с острыми углами или отверстиями, в комплексе с лазерным лучом используют инертный газ.
При обработке изделий или листов из нержавеющей стали, используют азот, который транспортируют в рабочую область под давлением до двадцати атмосфер. Учитывая высокую прочность сырья, лазерная резка – практически единственный метод качественной обработки нержавеющей и оцинкованной стали.
Работа с цветными металлами требует аппаратов больше мощности, например твердотельного типа.
Для взаимодействия с латунью, алюминием и сплавами с его содержанием используют инертный газ под давлением до десяти атмосфер. Кромки получаются хорошего качество, возможно небольшое образование грата, который легко удалить.
Медь обладает высокими теплопроводными свойствами. Оптимальная толщина листов для раскроя лазером не больше 0,5 мм. Большая толщина требует значительных расходов, что не является экономически целесообразным.
Лазерные установки отлично зарекомендовали себя в резке труб толщиной до 30 мм. Линию реза можно направить под любым углом. В результате получают ровную поверхность, готовую для дальнейшего монтажа или сварки.
Альтернатива лазерной резке металла
В современной металлообработке эффективно используют четыре технологии резки металла:
Каждый способ имеет свои преимущества и недостатки по отношению к различным видам материалов.
Плазменная резка металла
Плазменная резка – технология раскроя металла, при которой в качестве режущего инструмента выступает струя плазмы. К преимуществам относится возможность работы с любыми сырьем: цветными, тугоплавкими и другими сложными металлами. Еще один плюс технологии – создание резы любой формы, в том числе сложной геометрической.
Плазменная резка немного проигрывает лазерной в качестве кромок, соответственно и в точности. При лазерной обработке кромки имеют большую степень соответствия по перпендикулярности.
Для материалов толще 6 мм плазменный метод занимает меньше времени и затрат энергии по сравнению с лазерным. Однако при работе с тонкими материалами и изготовлении деталей сложной геометрии использование лазера эффективнее ввиду большей точности и максимального соответствия техническому заданию.

Газовая резка металла
Суть процесса газовой резки заключается в следующем: газ ацителен или пропан разогревает материал обработки до 1000-1200⁰С, затем подключается кислород, который загорается при контакте с раскаленным металлом и режет его. Технология подходит для материалов, температура горения которых ниже, чем плавления: для сталей с низким и средним содержанием легирующих элементов. Преимущества метода в невысокой стоимости, простоте, мобильности оборудования. Однако он подходит не для всех материалов, точность резки значительно уступает лазерной и плазменной.

Гидроабразизная резка металла
Рабочим инструментом при гидроабразивной резке выступает смесь воды с абразивными частицами (зерна карбида кремния, электрокорунда, других твердых веществ, гранатовый песок). Вода поступает в режущую головку под давлением до 6000 атмосфер, оттуда она со скоростью около 1000 м/сек (и выше) вырывается в камеру, где смешивается с абразивом. Смешанная струя разрушает целостность металла и смывает отрезанные частицы. Важная особенность гидроабразивной резки состоит в том, что обрабатываемые поверхности практически не нагреваются, что дает методу массу неоспоримых преимуществ.
Технология имеет ряд плюсов:
К недостаткам можно отнести более низкую скорость в сравнении с плазменной и лазерной обработкой, высокую стоимость оборудования и себестоимость процесса.

Из рассмотренных вариантов лазерная резка – наиболее универсальный инструмент. Кроме непосредственного раскроя устройства используют для лазерной гравировки металла, маркировки, разметки и прочих операций.
Практическое применение технологии лазерной резки
Производство изделий при помощи лазерного оборудование состоит из нескольких этапов:
Созданию технического макета нужно уделить особое внимание, так как от его точности будет зависеть качество готового изделия.

Станки используют форматы программ AutoCAD, CorelDraw, поэтому чертежи для лазерной гравировки или резки должны быть выполнены в этих программах.
Требования к макетам для лазерной резки
Ценообразование в услугах лазерной резки металлов
Цена услуг зависит от ряда составляющих и меняется в зависимости от технического задания.
Что влияет на стоимость услуг лазерной резки металла
Эти и ряд других параметров, которые оговариваются с заказчиком, формируют стоимость лазерной резки и гравировки.
О компании
Адрес: Санкт-Петербург, Петровский пр., д.20 литер Я (около д. 20 литер В)
Полезные статьи
Работаем по всей России
Высокоточное производство
Пользовательское соглашение
Как работает лазерная резка
Вопросы, рассмотренные в материале:
Понимание того, как работает лазерная резка, необходимо для проведения работ этим способом или их оценки. Также необходимо знать предъявляемые требования качества к лазерному раскрою, допустимые отклонения по размерам и шероховатости.
Помимо вышеперечисленного, лазерная резка некоторых металлов имеет свои особенности, так же для проведения этих работ нужны определенные знания по настройке оборудования. Только все это вместе поможет получить качественные изделия.
Как работает лазерная резка
Само название «лазерная резка» раскрывает нам суть процесса, который заключается в резке металла лазерным лучом, испускаемым специальной установкой. Луч лазера имеет ряд свойств, позволяющих его сфокусировать на обрабатываемой поверхности, при этом пучок будет нести энергетический заряд высокой плотности. Под его воздействием практически любой материал активно сгорает, плавится, испаряется и пр. – в общем, разрушается.

В отличие от волн света, лазерный луч имеет постоянные длину и частоту волны. Данное свойство называют монохроматичностью, а само излучение монохроматическим. Оно дает возможность, используя простые оптические линзы, легко сфокусировать луч на обрабатываемой поверхности.
Еще одним свойством лазерного луча является очень высокая его направленность, а также маленький угол расходимости. Это свойство помогает оборудованию создать фокусированный лазерный луч высокого уровня.
Следующее важное свойство лазерного луча – его когерентность. Суть его заключается в согласованности большого количества волновых процессов, происходящих в луче, а также в их резонансе по отношению друг к другу. Это позволяет значительно повысить суммарную мощность излучения.
Под влиянием луча поверхность металла очень быстро нагревается и затем плавится, оставляя ровный рез.
Благодаря ряду факторов, одним из которых является теплопроводность, зона плавления металла быстро распространяется вглубь заготовки. Лазерный луч работает, воздействуя на поверхность детали, и доводит температуру в точке резки до кипения, в этот момент металл начинает испаряться.
Существует два вида лазерной резки металла:
Испарение металла предполагает работу оборудования большой мощности, вследствие чего возникают большие затраты энергоресурсов. Это далеко не всегда экономически целесообразно. Кроме того, этот способ не подходит для обработки толстых заготовок, что отражено в достаточно строгих требованиях к резке. Поэтому его применение ограничивается резкой тонкостенных изделий.
Лазерная резка способом плавления металла используется значительно чаще. В последнее время ее усовершенствовали использованием различных газов, таких как воздух, кислород, азот или инертные газы. Специальные установки вдувают их в зону проведения лазерной резки. Ознакомиться с видеозаписью данного вида работ можно набрав соответствующий запрос в Интернете.

Новшество позволило снизить затраты энергии, увеличить скорость резки и применять оборудование малой мощности для обработки более толстого материала. Однако правильнее было бы изменить название данного способа с лазерного на газолазерный.
Рассмотрим ряд преимуществ, которые позволяют применять кислород как вспомогательный газа для проведения лазерной резки:
Виды лазерной резки
Интенсивность излучения, состав газа, используемого для проведения работ и давление при обработке различных металлов должны отличаться. Поэтому были разработаны несколько разновидностей резки.
1. Лазерно-кислородная резка.
Кислород, используемый в данном виде обработки, является режущим газом. В процессе его взаимодействия с горячим металлом возникает экзотермическая реакция окисления. А образующиеся в ходе того же процесса окислы мгновенно выдуваются кислородной струей.
Особенностями проведения работ с помощью данного вида лазерной резки являются скорость работы и диаметр сфокусированного луча, которые влияют на ширину разреза. Одновременно диаметр луча меньше, чем диаметр струи кислорода (как правило от 1 до 2 мм). Рез становится уже при возрастании скорости и снижении толщины заготовки. Разрез имеет минимальную ширину чуть менее 100 мкм. Существует обратная зависимость давления кислородного потока от толщины материала – с уменьшением толщины металла увеличивается давление.
Давление в процессе разрезания тонкого листа достигает 3-4 атм, а при увеличении толщины до 25 мм и более она становится около 0,3 мм. Струю формирует зазор между срезом сопла. Его размер зависит от толщины обрабатываемого металла. Колебания размера зазора могут быть от 0,5 мм для листов тонкого металла до 3 мм для металла толщиной 2,5–3 см. Максимальная толщина стального листа, разрезаемого лазером с мощностью 6 кВт, – 3 см. Скорость процесса при данной толщине – минимальная, около 0,5 м в минуту. Если скорость работы продолжает уменьшаться, то еще быстрее падает качество резки.

2. Кислородная резка с поддержкой лазерным лучом (LASOX).
Для работы с листами стали большой толщины имеет смысл использовать получившую в последние годы широкое распространение технологию, при которой луч лазера греет поверхность металла до достижения им температуры +1 000 °С, после чего в ход идет струя кислорода, которая со сверхзвуковой скоростью режет металл. Применение данного метода дает возможность существенно увеличить глубину разреза, если ее сравнивать с простой лазерно-кислородной резкой.
Сверхзвуковая кислородная струя формируется большим давлением, достигающим 6–10 атм. Рез имеет ширину, равную диаметру струи кислорода. Она имеет размер ≥ 3 мм. Расстояние от среза сопла до поверхности должно быть примерно 7 мм. Скорость реза при этом уменьшается до 0,2 м в минуту. Скорость работы при использовании представленной технологии значительно снижена по сравнению с лазерно-кислородной резкой. Но толщина обрабатываемого металла достигает 10 см.
Рекомендуем статьи по металлообработке
3. Лазерная резка в инертном газе.
Если нельзя допускать окисления краев обрабатываемого металла, то прекрасно работает технология лазерной резки в инертном газе. Она подходит для таких металлов, как титан, нержавейка, сплавы алюминия. Данная технология не предусматривает использования дополнительного источника нагрева, что, к сожалению, уменьшает эффективность раскроя металла.
Скорость проведения работ в среде инертного газа, а им может быть аргон, использующийся при резке титана, или азот, применяемый в иных случаях, достаточно низкая. Давление режущего газа должно быть более 10 атм. От ширины листа обрабатываемого металла зависит диаметр сопла. А он, соответственно, оказывает влияние на количество используемого газа, увеличивая его. Что сказывается на увеличении стоимости резки.
4. Лазерное термораскалывание стекла.
Данная технология хорошо работает для резки хрупких и ломких материалов, таких как стекло. Луч лазера нагревает материал неравномерно, а затем струя инертного газа работает на его охлаждение. В итоге образуется трещина. Направлением ее продвижения можно управлять, перемещая источник тепла вдоль поверхности материала. Результат работ – гладкая ровная грань.
5. Сублимационная резка (испарительная лазерная).
При необходимости минимизации теплового воздействия на подложку применяют технологию сублимационной резки. Основное ее приложение – микротехнологии. Интенсивность излучения лазера для такого вида резки должна быть очень высокой. Давайте рассмотрим, как работает станок лазерной резки. Если кратко, то оборудование действует на излучении пикосекундной и наносекундной длительности импульсов, то есть очень коротких. Волна излучения имеет длину меньше 1 мкм. Для такого излучения применяют эксимерные, твердотельные лазеры, а также те, что работают на парах металлов. Коэффициент полезного действия (КПД) таких процессов минимальный.
Следовательно, лазерно-кислородная технология является наиболее распространенным и стандартным видом резки материалов. Остальные виды носят специфический характер и решают отдельные задачи.

Плюсы и минусы лазерной резки металла
Использование технологии лазерной резки материалов происходит повсеместно в разных отраслях промышленного производства, таких как авиация, машиностроение, медицина и пр. Причина скрывается в ее преимуществах, таких как:
Помимо достоинств, у технологии есть и недостатки. Ими являются высокая стоимость по сравнению с иными видами, неравномерная скорость изготовления и жесткие ограничения по размерам обрабатываемой заготовки. Лазерной резке можно подвергнуть листы с габаритами не более чем 15х30 м. Еще одним ограничением является толщина материала – заготовка не должна быть толстостенной. Также необходимо обязательно учитывать, что тип лазера сильно влияет на эффективность резки и иные параметры.
Для получения качественного изделия требуется доверить работу профессионалам. А неправильная работа оборудования может привести к пережогу металла.
Нюансы использования лазерной резки для некоторых металлов
Высокая теплопроводность алюминия и плохая способность поглощать луч лазера из-за оптических и теплофизических характеристик металла определяют особенности его обработки.
Все это приводит к сложностям в раскрое металла. Аппаратура работает на компьютерном управлении и легко настраивается.
При работе с алюминием мощность луча лазера должна быть больше, чем для иных материалов.
Впрочем, на показатели мощности и скорость работ большое влияние оказывают толщина металла, а также процент алюминия, содержащийся в обрабатываемом материале.

Давайте рассмотрим, как работает лазерная резка данного металла. Она происходит на различном по режимам работы и мощности оборудовании твердотельного типа, а также на газовых устройствах.
Последние являются более мощными, могут работать импульсно или в непрерывном режиме.
А твердотельное оборудование, как правило, работает в точечном (импульсном) режиме.
Технологический процесс имеет ряд особенностей. Алюминий лучше режет лазерный луч, чем обычное оборудование для резки металла. Причина в том, что при работе лазером оборудование не касается заготовки, в отличие от иной аппаратуры.
Лазерный луч представляет собой сфокусированный пучок света, с помощью которого происходит резка. Точная фокусировка позволяет провести обработку алюминия с высокой скоростью. К месту работы подводится газ и создается его приток. Струя газа сдувает кусочки расплавленного металла с места реза, не давая им осесть, и делает поверхность ровной и гладкой.
Качественного результата можно добиться, проводя работу с меньшей скоростью. Поскольку она исключает любые деформации, как большие, так и маленькие.
Для исключения каких-либо шероховатостей на кромках реза, даже незначительных, при работе оборудования используется азот.
На аппаратура установлено программное обеспечение, которое дает возможность проводить сверхточную работу высокого качества. Кроме того, заготовку не надо закреплять перед началом работ, поскольку физический контакт между оборудованием и изделием отсутствует. Деталь лежит на поверхности без движения.
Автоматическое оборудование работает следующим образом: в компьютер вносится чертеж, выставляются требуемые параметры, далее ожидается окончание резки.
Латунь – это сплав красной меди и цинка. Хрупкость и твердость сплава определяются процентным содержанием цинка в нем – чем больше этого металла, тем выше данные показатели. Однако увеличение количества цинка ведет к непригодности использования латуни в технических целях, поскольку она практически не поддается резке. Установлено, что цинка в латуни может быть не более 42 %.

Латунь имеет высокую температуру плавления, поскольку сплав двухкомпонентный, то есть состоит из цинка и меди. Температура, необходимая для плавки латуни, как правило, имеет диапазон от +880 °С до +950 °С. Помимо этого, латунь обладает значительной теплопроводностью, устойчивостью к излучению лазера и повышенной твердостью.
Настройка промышленного лазерного станка зависит от толщины обрабатываемой латунной заготовки:
Импульсный режим нагревает поверхность с короткими перерывами (импульсами), а не постоянно. Таким образом, уменьшается участок нагрева, что приводит к минимизации ширины реза и более высокому качеству краев. При резке латуни, которая имеет большую отражающую способность, оборудование работает в импульсном режиме, выдавая небольшую мощность лазерного луча при пороговой интенсивности.
Расплавный (плазменный) режим позволяет равномерно воздействовать теплом на зону разреза. Луч лазера раскаляет металл с помощью инертного газа. Плазма, которая образуется в ходе работы, сохраняет температуру по всей толщине заготовки.
Если торец изделия имеет шероховатость или пористость, это можно убрать с нижней стороны изделия. Лист меди очень плохо поглощает излучение. А оборудование для резки работает с малой скоростью. Помимо точного выбора режима работы, необходимо правильно выполнять условия лазерной резки листов металла различной толщины. Они различаются для алюминия, сталей, меди, а также сплавов ее с оловом, то есть бронзы, и с цинком, то есть латуни.
Качественный результат получается при использовании волоконных установок или Nd:YAG лазеров, имеющих длину волны 1,06 мкм. CO2-лазеры для резки латуни не годятся, поскольку ее поверхность их полностью отражает.
Параметры качества лазерной резки
Показателями качества резки металла являются шероховатость, ширина реза, глубина воздействия температуры, неперпендикулярность краев, точность выполнения деталей, грат на кромках. На них оказывают влияние толщина и вид обрабатываемого металла, скорость резки, вспомогательный газ, а также параметры излучения лазера. Для определенной толщины материала подбирают скорость обработки, которая должна приближаться к максимальной, но сохранять наилучшие показатели качества резки.
Качество резки значительно ухудшается с увеличением диаметра сфокусированного излучения, и, как следствие, увеличивается толщина расплава передней поверхности.
Положение фокальной плоскости резака относительно детали значительно влияет на качество обработки. Ее либо заглубляют на 1/3 толщины материала, либо располагают прямо на поверхности. Допустимые отклонения фокальной плоскости от установленного положения должны быть от 0,1 до 0,5 мм. Причем для тонких листов металла выбирают более жесткий показатель. В процессе работы допускается замена кислорода воздухом. Для заготовок толщиной более 3 мм это приводит к сужению ширины реза на 20–40 %. Но на нижнем краю заготовки возрастает количество грата. Это, а также уменьшение скорости работы приводят к углублению зоны термического воздействия.

Шероховатость поверхности реза имеет свою величину, которая характеризуется частотой повторений, наклоном бороздок, глубиной, и изменяется в зависимости от толщины заготовки. У верхнего края находится зона с минимальной глубиной бороздок. Они появляются на верхнем краю и распространяются вглубь материала из-за периодического разрушения. В зоне, которая располагается ниже, бороздки имеют большую глубину по причине одновременного влияния луча лазера и вспомогательного газа.
Непосредственно у нижнего края реза находится участок, где бороздки имеют максимальное отставание (наклон) в сторону, противоположную резке. Образуются они из-за воздействия вспомогательного газа и жидкого стекающего металла на кромку обрабатываемого материала. На поверхности реза глубина бороздок становится меньше при возрастании скорости резки и плотности мощности. Глубина, на которую заготовка прогревается, и ширина реза зависит от одних и тех же параметров. Это скорость резки и диаметр сфокусированного луча.
На качество резки неметаллических заготовок оказывают влияние все те же параметры, что и на металлические, с одним исключением – они значительно менее подвержены воздействию излучения. Например, над разлагающимися материалами лазерное оборудование работает с меньшей плотностью излучения. При одинаковой толщине со сталями ширина разреза больше в 1,5–2 раза, шероховатость меньше – имеет размер в 30–40 мкм. Кромки срезов стеклотекстолита, дерева, винипласта, кожи или резиностеклопластика (разлагающихся материалов) покрываются обугленным слоем толщиной от 0,5 до 1,0 мм. Если деталь является электроизолятором, то такой слой следует убрать.
Несмотря на то, что точность резки является комплексным параметром качества, она на 50–80 % определяется точностью работы оборудования, а также погрешностями в технологии обработки. Толщина заготовки, а также ее последующее предназначение определяют требования к точности резки. В большинстве случаев, допуск должен составить 0,1–0,5 мм.
Технологическая точность во многом зависит от следующих параметров качества: ширины разреза, неперпендикулярности краев, шероховатости среза. В ГОСТах 26940–86 и 5614–74 описывается необходимая для термической резки (которая включает и газолазерную) точность оборудования с числовым программным управлением (ЧПУ). Для окружностей с диаметром 50 см и квадратов, имеющих стороны 50 см, показатель максимальных отклонений от номинала должен быть 0,1–0,25 мм с обе стороны. На углах деталей максимальные отклонения размеров контуров увеличиваются вдвое.
Как можно улучшить качество лазерной резки
1. Необходимо очистить линзу или защитное стекло в соответствии со всеми правилами.
Каждому типу лазера соответствует своя процедура очистки. Работая с дисковым или волоконным лазером, специалистам следует очищать стекло, которое защищает линзы режущей головки.
Операторам, работающим с углекислотным лазером, необходимо чистить линзы. Профессионалы производственной сферы при очистке лазера отдают предпочтение полировке Topol polish от фирмы TRUMPF. Однако большое количество специалистов даже не знают, как с ней работать. Случается, что линзы серьезно поцарапаны. И вместо регулярной полировки работники покупают новую линзу. Но частая замена – очень дорогое удовольствие.

Как правильно работать с полировкой для линз? Нельзя сильно давить на линзу, поскольку могут появиться царапины. Но, одновременно с этим, полировка должна проходить под нажимом, достаточным для удаления грязи. Самое главное – научить соблюдать баланс.
Работать надо круговыми движениями, нанося полировку в умеренном количестве.
Для правильной полировки линзы специалист должен знать и видеть все ее недостатки. Рекомендуется дополнить оборудование углекислотного лазера дорогостоящим поляризатором, стоимость которого исчисляется сотнями долларов. Несмотря на высокую цену аппарата, его работа с лихвой окупит вложенные средства, причем очень быстро.
Специалисту, работающему с лазером, необходимо разместить линзу на устройстве, освещающем ее ярким светом снизу. Больше всего аппарат своей работой напоминает школьный проектор. При повороте линзы аппарата, он поляризует линзу лазера, размещенную наверху. Таким образом можно увидеть все ее недостатки: царапинки, внутренние трещины и пр.
2. Необходимо проверить фокусировку (центрацию) сопла.
Для проверки специалист должен пробить натянутую ленту. В течение секунды он направляет на нее луч лазера небольшой мощности, после чего осматривает отверстие и место его нахождения.
Работник освещает ленту, пытаясь понять, насколько точно в центре расположено отверстие. Его сдвиг не должен превышать 1 мм. Каким образом можно точно определить, что отверстие находится в центре сопла? Для этого надо воспользоваться 10-кратным увеличительным стеклом, оснащенным подсветкой.
Точная центрация сопла позволяет увеличить скорость на 20–80 % от начальной при правильности остальных настроек.
3. Необходимо регулярно проверять фокус.
Большая часть современного оборудования позволяет осуществлять автоматический тест фокуса. А на старых моделях станков производители рекомендовали делать тесты различными способами. На некоторых станках используется «световой тест».
Примером может служить старый аппарат Mazak. В процессе тестирования специалист включает луч лазера на малую мощность, затем, поворачивая ручку, ищет абсолютный фокус. Он наблюдает за светом луча, приобретающим синий цвет в процессе вращения ручки по кругу. После чего записывает номер. Возвращает режущую головку на прежнее место и повторяет процедуру три раза. В итоге специалист вычисляет среднее арифметическое полученных чисел, которое загружается в контроллер.
От работника требуется отыскать тончайшую полоску на тестовом образце, после чего удостовериться, что для этой полоски фокус контроллера равен 0. Если тончайшей полоске соответствует цифра 3, специалист перемещает точку фокуса на 3 мм и вновь возвращается к тесту. Операция проводится до тех пор, пока тончайшая полоска не будет соответствовать нулю.
При работе с лазером необходимо изучить такие факторы, как расход газа или применение в углекислотных системах дополнительной защиты оптики. Впрочем, рассмотренные нами принципы – всего лишь отправная точка, с которой можно начать настройку необходимых условий резки. В дальнейшем специалисты поймут, что обстоятельств, влияющих на работу лазера, много: от обрабатываемого материала и до местоположения предприятия.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.